Заточить фрезу этим способом совсем не сложно, но полученное вами изделие не будет обладать очень хорошими качествами и высокими способностями. Бесспорно, спиральная фреза из твердого сплава намного превосходит самодельный аналог. Но по цене сверло, конечно почти в сто раз дешевле, чем фреза-восьмерка. Так что, если вас устроит не слишком высокое качество ваших изделий, специалисты уже придумали как переточить сверло просто и быстро.
Во-первых, мы должны понимать, что мы будем делать и что в итоге мы можем получить. Поэтому изучим сечение сверла в срезе. Режущая часть сверла – это стержень в форме цилиндра с двумя спиральными желобками. По ним в процессе сверления отверстий из обрабатываемого отверстия падает стружка. В каждой канавке на выступе присутствует режущая кромка. Режущая часть сверла состоит из передней и задней поверхностей, двух режущих кромок, заточенным по двум поверхностям в форме конуса, с перемычкой под углом 55 градусов между ними. При эксплуатации все режущие инструменты, также и сверла, ведут себя в зависимости от материала, из которого они изготовлены, термической обработки и от того, под какими углами заточены режущие кромки.
В промышленности широко применяются спиральные сверла. Эти сверла имеют диаметр от одной десятой до восьмидесяти миллиметров. Основные части сверла – это рабочая часть, хвостовик конусный или цилиндрический (с его помощью сверло закрепляется в шпинделе или в патроне) и лапки, которая играет роль упора для извлечения сверла из шпинделя.
Свёрла имеют разный угол захода спирали. Чем меньше закручена спираль сверла, тем качественнее получится фреза. Да и производить заточку такого сверла гораздо проще. Плюс такие фрезы вибрируют гораздо меньше.
При рассмотрении сечения фрезы, можно заметить, что самый большой диаметр имеется только в одной точке, через которую проходит режущая кромка. В любой другой точке сечения её диаметр меньше первоначального.
Потоки воздуха, проходящие через затыловочные канавки, препятствуют нагреванию фрезы. Рассматривая обрабатываемое отверстие в форме цилиндра, в котором проходит фрезерование, мы замечаем движение воздуха, которое хорошо охлаждает режущий инструмент. Режущая кромка фрезы касается обрабатываемой поверхности только в одной точке, процессу ничего не мешает. Воздушные потоки также помогают удалять срезаемую стружку.
В начале работы нам понадобится маркер для разметки. Так как мы будем обрабатывать две одинаковые спирали, мы одну из этих спиралей закрасим маркером, чтобы не промахнуться при заточке.
Возьмём сверло и обтачиваем его вдоль по витку спирали, проходя один раз. Мы срезаем часть металла до получения в итоге необходимого нам профиля. Небольшими ленточками мы стачиваем, производя затылование. Эту операцию необходимо провести в обязательном порядке как на одной спирали, так и на второй. Фреза со слишком пологой затыловочной частью не будет показывать хорошие режущие свойства.
Работу будем осуществлять на бытовом станке, который отлично подойдет для превращения нашего сверла в фрезу. В процессе заточки сверла, нам нужно будет держать его под некоторым углом. На этом станке мы сможем это сделать очень легко, в отличие от других станков, в которых щека расположена далеко от круга. На них разместить сверло под нужным углом к диску не получится.
Подробно рассмотрим нарезание спиральных канавок сверла для затыловки. Когда мы устанавливаем сверло для обработки, мы кладем его его на ребро таким образом, чтобы наша будущая фреза прикасалась двумя точками. Тогда мы сможем наблюдать за тем, в какой точке нарезаемой спирали происходит касание камня. При изменении угла на более острый, точка касания будет смещаться к режущей поверхности. Мы не должны без дополнительных проходов доходить до неё. Необходимо расположить сверло под как можно более острым углом. При горизонтальном размещении будет прозводиться затыловка задней части.
Процесс затачивания происходит по следующей схеме. Прижав наше сверло пальцем, мы перемещаем его несколько раз вперёд-назад. Так как кромка при затачивании становится очень острой, можно повредить пальцы. Поэтому заранее подготовьтесь. Защитить руку от ран вы сможете, предварительно намотав на палец, которым вы будете придерживать сверло, несколько слоев пластыря, изоленты. Также как вариант защиты подойдет напёрсток или что-нибудь похожее.
В самом начале, мы покрасили маркером одну из канавок, оставив вторую белой, неокрашенной. Зачем мы это сделали? Для того чтобы равномерно и качественно обточить спирали. Мы будем затачивать сначала неокрашенную канавку. Затем мы обработаем также, под тем же наклоном желобок, отмеченный чёрным маркером. Со обеих граней металл будет снят более точно. После этого мы изменяем угол заточки, и снова будем затачивать белую канавку, а за ней чёрную, не меняя угол.
Вращая сверло при заточке его под фрезу, никогда не стремитесь к тому, чтобы обточить режущую поверхность от начала до конца. Всю режущую кромку заточить как положено не получится. Вся рабочая поверхность для работы вам не понадобится. При заточке такое сверло станет менее прочным, а полученная вами фреза недостаточно твердой. Во время работы фреза начинает болтаться и свистеть. Разболтанная фреза при обработке хватает материал. Поверхности получатся неровными, местами материал будет вырван.
То есть полученная фреза может произвести фрезерование с погрешностью 0,5-1 мм, и изделие будет неидеальным или вообще – бракованным. Поэтому не стремитесь обрабатывать сверло максимально по всей длине. При заточке всё равно придется отрезать 2-2,5 см длины сверла. Но так и должно быть. Полезный совет: приготовьте емкость с водой для охлаждения сверла, так оно будет очень сильно нагреваться.
Итак, устанавливаем упор под небольшим углом. Это позволит нам менять угол заточки в большом диапазоне – от 0 и более. Заточку начинаем от белой грани. Процесс начинается примерно в центре видимой грани сверла. На упоре карандашом или маркером проводим черту, с которой совмещаем начальную линию заточенной спирали сверла. Вращая сверло, затачиваем его от начала до конца при помощи круга под углом заточки спирали. Изменяем угол наклона сверла по направлению вниз или в сторону от упора и затачиваем ещё раз все выступающие грани.
Затем точим рабочую кромку, не сильно прижимая её к упору. Материал сверла при этом почти не снимается. Если обтачивается именно режущая кромка, то при обтачивании мы это сразу определим по появлению стружки не за или под фрезой, а на передней поверхности. Сверло будет хорошо заточено не по всей длине, а только в его средней части. С помощью маркера отмечаем линию, от которой произведена равномерная заточка и не идеально обработанный конец сверла отрезаем «болгаркой».
После обрезки надо заточить конец полученной новой фрезы. На упоре крепим небольшой кусок деревянной доски или фанеры, обрезанный под углом. По нему выравниваем угол расположения фрезы при заточке двух острых кончиков. Прижимаем фрезу сначала одной стороной, а потом другой к дереву, затачивая оба уса.
Сейчас можно купить все. В принципе, простейший фрезерный станок обойдется примерно в 17 000 – 21 000 рублей («Калибр» и ряд других). Но дешевые модели имеют ряд недостатков (например, двигатель коллекторного типа, требующий регулярного обслуживания), да и не каждого хозяина устраивают возможности промышленного оборудования.
Не секрет, что каких-то опций будет не хватать, а иные вообще останутся невостребованными, но платить за них все-таки придется. Собрать своими руками небольшой фрезерный станок по дереву под собственные запросы – неплохое решение, тем более что его конструкция не настолько сложна, чтобы самостоятельно с этой работой не справиться. Было бы желание и примеры чертежей. Как все грамотно сделать и что учесть – тема данной статьи-инструкции.
Вся привлекательность изготовления своими руками заключается в том, что выбор размеров, материалов, типа соединений и иные нюансы сборки – целиком на усмотрение мастера. Подойдет многое из того, что есть под рукой у хозяина, поэтому и приобретать практически ничего не придется.
Исходя из этого, все приведенные ниже чертежи следует рассматривать лишь как рекомендательные, ознакомительные. Какого-то стандарта на самодельные фрезерные станки нет и быть не может. Главное, чтобы он позволил решать те задачи, «под» которые и собирается.
Электродвигатель
Целесообразность использования для фрезерного станка определяется по нескольким критериям.
Тип двигателя
- Асинхронный – не требует обслуживания, позволяет работать с более крупными фрезами. Как минус отмечается создаваемый шум, но насколько это важно в процессе деревообработки, каждый хозяин решит сам.
- Коллекторный – более дешевый вариант. Недостаток – в постепенной выработке щеток. Износ зависит от интенсивности работы фрезерного станка.

Мощность
- < 0,5 кВт. Станки, оснащенные такими двигателями, подходят для поверхностной обработки заготовок. Как вариант, использование кромочных фрез для выборки пазов, но только если речь идет о сравнительно мягких породах дерева и небольших режущих инструментах.
- До 1,2 кВт. Более универсальная модель фрезерного станка. На таком оборудовании можно делать и глубинную обработку дерева. Как правило, для бытового применения этой мощности оказывается вполне достаточно.
- До 2 кВт. По сути, речь идет уже о полупрофессиональном станке, который позволит работать с любыми типами фрез и материалами различной плотности. Кроме дерева, его можно использовать для обработки заготовок из пластиков и некоторых мягких металлов. Чаще всего – алюминия.
Число оборотов
Здесь инструкция простая. Чем больше данная характеристика, тем чище будет обработанная часть дерева. Но это не все. Высокоскоростному двигателю «не страшны» такие дефекты древесины, как сучки. Эти участки фреза проходит без проблем.
Питание
В большинстве случаев выбираются двигатели 220/50. С их установкой и подключением особых проблем нет. Сложнее с моделями трехфазными. Есть ли смысл тянуть отдельную линию для присоединения фрезерного станка – это и следует оценить. Но если, к примеру, в гараж уже заведены 3 ф/380, и питающий кабель проложен с запасом по нагрузке, то асинхронный «трехфазник» предпочтительнее. Плавный пуск и остановка, повышенная мощность – такой станок позволит работать практически со всеми образцами из дерева и выполнять любые операции.
Верстак
Его линейные параметры выбираются в соответствии с теми размерами заготовок из дерева, с которыми придется в дальнейшем работать. Габариты самого стола принципиального значения не имеют. Тем более если в домашней мастерской достаточно свободного места, где можно установить фрезерный станок.

Рама станка
Она должна быть не просто прочной, но и выдерживать значительные динамические нагрузки. Отличия станка от ручного фрезера в том, что инструмент находится в фиксированном положении, а дерево в процессе обработки придется постоянно перемещать. С точки зрения практичности использовать для станины древесину нецелесообразно. Она постепенно усыхает, покрывается трещинами, нарушается геометрия. Такой станок придется регулярно настраивать. А вот металл – оптимальный вариант. Труба (желательно квадратного или прямоугольного) профиля или массивный уголок. Почему?

Во-первых, можно обойтись без сварки, болтовыми соединениями. Да и сборно/разборная модель значительно удобнее, если периодически придется менять рабочее место или выносить ее на время проведения ремонта в помещении.
Во-вторых, если уж решено собрать фрезерный станок, то понятно, что не для одноразового использования. Металлические опоры можно сделать регулируемыми. Это упростит горизонтирование стола при установке в любом помещении или вне его, даже если полы (грунт) имеют некоторый уклон (что чаще всего и бывает).
Столешница
А вот здесь металл – не лучшее решение. И дорого, и станок получится достаточно массивным. Да и без сварочного аппарата не обойтись.

Что использовать
- Строганые доски.
- Плиты (ДСП, МДФ, ОСВ).
- Фанера многослойная.
Необходимо ориентироваться на достаточную прочность столешницы применительно к специфике дальнейшей эксплуатации фрезерного станка. Исходя из этого, подбирается и ее толщина, и материалы.
Поверхность стола должна быть гладкой. В противном случае точное фрезерование материала сделать не получится. Одновременно необходимо исключить возможность появления царапин, иначе постоянное перемещение заготовок приведет к постепенному разрушению столешницы. Как результат – плохое качество обработки из-за перекосов образцов на столе.
Идеальная ровность поверхности обеспечивается несколькими способами:
- ламинированием (покрытие толстым пластиком);
- обивкой листовым железом;
- точной подгонкой строганых досок.
На тематических сайтах встречаются рекомендации использовать столешницу от кухонного гарнитура. Отличный вариант, и по толщине, и по надежности, если бы не один вопрос – где ее взять? Такие «запчасти» на улице не валяются. Те материалы, которые обозначил автор, вполне подходят для фрезерного станка даже с достаточно мощным двигателем.

Порядок сборки фрезерного станка
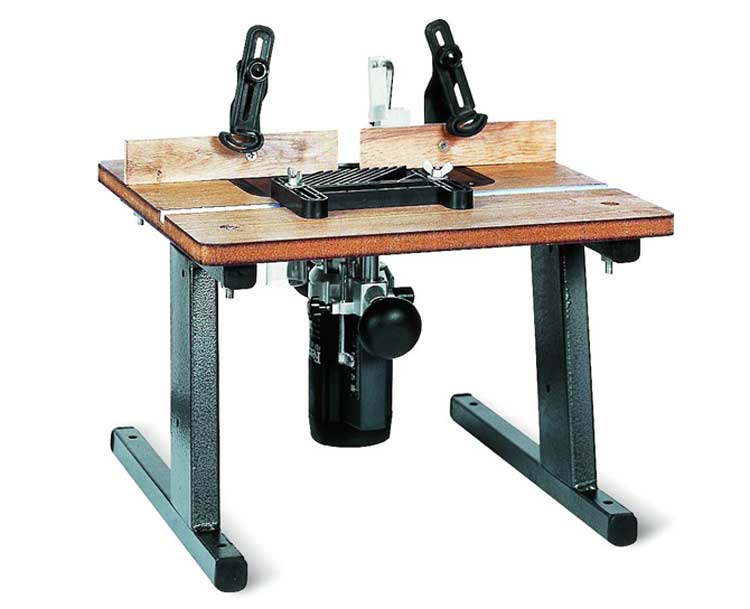
Главный вопрос – расположение двигателя. Оптимальное – нижнее, под столом. На его валу, направленном вертикально вверх, устанавливается та или иная фреза. Для этого с обратной стороны столешницы крепится монтажная пластина с вырезом круглой формы. На ней двигатель и фиксируется. Или используется передача (ременная), но это несколько усложнит конструкцию.
Другой вариант – с горизонтальным расположением двигателя. Может быть, такой фрезерный станок покажется удобнее?

Дополнительно
Необходимо продумать схему включения станка и элементы защиты. Что рекомендуется в обязательном порядке:
- кнопка экстренной остановки;
- система пылеудаления;
- подсветка рабочей зоны:
- ограждающий экран.
В процессе фрезерования могут пригодиться прижимы. С их помощью, к примеру, небольшая панель крепится на доске, которая выполняет функцию направляющей. Это удобно, когда приходится подвергать обработке мелкие (или тонкие) заготовки из дерева. Например, такие.

Стационарные (приваренные к раме) струбцины – не лучшее решение. Гораздо удобнее работать со съемными приспособлениями, которые несложно переустановить, в зависимости от специфики фрезерования.
Тем, кто предполагает заняться изготовлением мелких художественных поделок из древесины, можно посоветовать сделать фрезерный станок на основе эл/дрели. Закрепить ее на штативе несложно.

Или так. Для выборки пазов, снятия фасок – хорошее решение.

Инструмент будет зажиматься, как и сверло, в патроне. Но сфера применения таких мини-станков сильно ограничена. И по мощности двигателя, и по выбору фрез. То же касается моделей на основе «болгарки».

Информации достаточно, чтобы своими руками сделать простейшую модель фрезерного станка. Сборка более сложных модификаций – например, с регулировочным люфтом – требует определенных знаний и расчетов. Практика показывает, что для решения задач, с которыми приходится сталкиваться в быту, все их возможности редко используются. По сути, это уже полупрофессиональное оборудование, поэтому автор не считает целесообразным рассматривать особенности его конструирования в данной статье.
С появлением опыты в обработке древесины не составит труда что-то переделать, усовершенствовать, видоизменить. Можно своими руками собирать различные приспособления для работы с самодельными фрезами. Но все это – уже несколько иные темы, требующие предметного рассмотрения.
- Фрезер из дрели
- Стационарный станок
Сделать фрезерный станок для домашней мастерской просто. Нужно лишь учитывать, что все станки (профессиональные, ученические и самодельные) имеют определенное количество приемов обработки древесины из-за положения деревянной заготовки относительно режущего инструмента. Обрабатываемый образец может быть неподвижным или совершать поступательные движения. Поэтому изготавливают самодельные фрезеры из разных режущих электрических инструментов.
Фрезер из дрели
Это самый простой фрезерный станок по дереву , который можно собрать своими руками. В любом строительном магазине есть фрезы, изготовленные по типу обычного сверла: в их конструкции присутствует хвостовик, точно подходящий под размеры внутреннего диаметра.
Но работая с таким ручным фрезером, нужно прочно закреплять заготовку. Она не должна двигаться, колебаться. Чаще всего заготовку закрепляют струбцинами . Чем больше струбцин используется, тем крепче закрепляется заготовка . Иногда используют и обычные тиски. Их применяют при необходимости проводить обработку торца.
Проблема применения самодельного фрезера из дрели - сложность поддерживания требуемого размера обработки. Малейшая дрожь в руках сведет на нет все усилия.
Необходимо сделать для фрезерного станка из дрели приспособления, которые будут удерживать электрический инструмент в определенном положении.
Если требуется сделать паз в деревянной заготовке:
- Выбирается и устанавливается фреза, по внешнему виду похожая на сверло. Особенность - рабочие кромки расположены в передней части (как и у сверла) и продольном положении.
- Заготовка хорошо зажимается.
- На дрель крепятся зажимы, прикрепленные к ограничителю из ДСП, фанеры или доски. Упирая ограничитель в заготовку, можно двигать самодельный фрезер по линии, определять положение будущего паза.
На фото показана дрель с деревянным ограничителем.

Стационарный станок
Что потребуется для изготовления:
- Фреза - дрель, болгарка, несколько приспособлений в виде небольшого электрического двигателя и шпинделя для станка по дереву.
- Столешница.
- Станина. Должна быть прочной и надежной: это несущая часть станка, на которой будет крепиться столешница и фреза.
Самый сложный вариант - изготовление станка из отдельного электрического двигателя и шпинделя . Сделать оборудование из готовых электрических инструментов проще.

Фрезерный станок производит обработку в вертикальной или горизонтальной плоскости, от выбора способа обработки зависит положение установки рабочего органа.
Фреза самодельного станка из болгарки расположена вертикально, обработка производится в горизонтальной плоскости.
Станина может быть любой конструкции (чертежи необязательны). Лучше сделать ее в виде рамы из металлических уголков . На нее болтами прикрепить лист ДСП. Затем:
- Определить место, откуда будет выходить рабочий вал.
- Сделать отверстие, диаметром больше диаметра вала.
- Прикрепить болгарку двумя хомутами, которые приделать к столешнице винтами и гайками.
Головку винтов располагают со стороны поверхности столешницы, где будет двигаться заготовка. Гайки крепления - со стороны болгарки. Головки винтов устанавливают заподлицо.

Для самодельного станка необходимы фрезы, напоминающие по посадке на вал отрезные диски. В них нет пазов под шпонки. Они, так же как и диски, крепятся к болгарке зажимной гайкой. Если есть необходимость использовать фрезы шпоночного типа, тогда делают переходник:
- Один его конец имеет резьбовое соединение. Этой стороной он накручивается на вал болгарки по месту посадки зажимной гайки.
- Второй конец изготавливается под посадку фрезы на шпонку. Обычно для крепления используются болт и шайба (они прижимают рабочий инструмент к переходнику), поэтому с торца делается резьбовое отверстие под диаметр используемого болта.
По столешнице устанавливаются направляющие, по которым будет двигаться заготовка . Чаще всего применяют куски фанеры и ДСП: с их помощью можно создать направляющие различной конфигурации, что позволяет вести фрезерование заготовки в разных направлениях. Направляющие - съемные изделия, прикрепляющиеся к станине саморезами.
С помощью стационарного фрезера определяют точность производимых процессов независимо от количества оборотов. Качество получаемых конструкций выше, чем при использовании ручного инструмента. Хотя последний проще сделать самостоятельно.
В этом видеоуроке показано, как сделать фрезу из сверла, анализируются отличия двух инструментов, достоинства и недостатки каждого из них. Результат повторяемости этого метода своими руками очень хороший, но от полученного изделия не ждите каких-то сверхъестественных способностей, все же твердосплавная спиральная фреза гораздо лучше. Хотя с другой стороны сверло стоит 20 руб. Фреза восьмерка около полутора тысяч. Поэтому решать вам. Дело мастера показать, как это сделать проще.
В этом китайском магазине вещи для мастеров.
Начать нужно с маркера. Прежде всего будем точить две одинаковые спирали, и чтобы не ошибиться, нужно одна спираль пометить маркером. Нужно понять, какие действия надо произвести и какой результат нужен. Рассмотрим, какое сечение в срезе. Они делаются из цилиндра, одинаковые у них выемки, которые обеспечивает наличие режущей кромки. У сверла возле нее полочка. Это цилиндрическая часть, которая присутствует у любого такого инструмента. Дальше идет ступенька и цилиндрическая часть.
Если рассмотреть фрезу, то максимальный диаметр у нее только в одной точке. Это режущая кромка. Дальше в любой точке в сечении радиус или диаметр меньше.
Кстати, посмотрите видео о этого мастера.
Для чего нужна затыловка?
Воздушные потоки, которые проходят, лучше охлаждают фрезу. Если мы возьмем цилиндрическое отверстие, в котором происходит вращение, то здесь происходит движение воздуха, рабочая поверхность лучше охлаждается. Во-вторых режущая кромка. Здесь резанию не препятствует ничего, у нас только одна точка касания. Вихревые потоки способствуют удалению стружки.
Если мы берем сверло и стачиваем вдоль по спирали, за один проход мы снимаем слои, пока не дойдем до нужного профиля. Мелкими полосками мы снимаем и делаем затыловку. Она должна быть обязательно на одной грани и на другой.
Рассмотрим станок. Он бытовой, но подходит очень хорошо для заточки фрез. Здесь сверло приходится держать под определенным углом и в данном случае ему ничего не мешает. В других станках эта щека отстоит дальше от камня, там совсем полого расположить к камню не получается.
Как происходит нарезка спиральных канавок для затыловки
Если приложим сверло, положим его так, чтобы оно касалась двумя точками на это ребро. Мы можем видеть, в какой точке нарезки происходит касание камня. Если меняем угол на более пологий, то точка касания смещается к режущей кромке. Не следует сразу приближаться к ней. Нужно как можно полого задать положение сверла. Так же в зависимости от наклона. При горизонтальном расположении происходит затыловка задней части.
Затачивать будем следующим образом. Будем прижимать сверло пальцем и протаскивать, прижимать и протаскивать. Но поскольку кромка затачивается, а пальцем прижимаем, она режет палец. Намотайте пластырь или изоленту, что защитит пальцы.
Для чего одна канавка черная, одна белая? Сначала протачиваем белую канавку, потом под тем же углом черную. Это обеспечит равномерное снятие граней. Потом задаем угол, опять протачиваем белую канавку. Дальше – черную.
При вращении сверла, на сколько хватает длины пальцев, не следует стремиться к тому, чтобы заточить все режущую кромку. Все равно рабочей длиной работать не сможете. Кроме того, оно ослабнет и получившаяся фреза будет очень мягкая, она будет петь, вибрировать. При этом она из-за дребезга начинает выхватывать материал.
Продолжение на видео канала с 8 минуты.
Каждому мастеру хоть раз в жизни, но приходилось работать с деревом, а уж в процессе данного труда нельзя было не использовать такой механизм, как фрезы. И уж тем более, при многоразовом использовании в глаза сразу бросается их малоэффективность при долгосрочном использовании.
Постоянная заточка и обслуживание рез занимает много времени, да и в конечном итоге производственные материалы служат не очень долго, а стоят – прилично.
Для того чтобы всегда иметь возможность поработать с деревом, полезно иметь навык самому изготавливать фрезы и сопутствующие данным деталям материалы, такие как ножи, например.
В данной статье будет рассказано именно о том, как изготавливать деревообробатывающии фрезы своими руками.
Подготовка шаблона
Этап 1. Зарисовка.
Материалы, которые могут понадобиться на данной стадии, выглядят так. С помощью линейки и карандаша стоит зарисовать ножи, так как они – это прямое отражение будущей фрезы. Если их нет в наличии – не проблема найти пример в интернете, и уже далее перерисовывать его профиль и следовать дальнейшим инструкциям.
Этап 2. Вырезаем форму.
В зависимости от того, какое количество ножей нам в итоге понадобится, отсчитываем необходимое количество листиком и, захватывая их, аккуратно вырезаем форму будущего изделия, не цепляя при этом ни «острие», ни две несущие стороны ножа.
Этап 3. Изготовление формы.
С помощью клея, приклеиваем шаблон к заготовке и аккуратно отпиливаем болгаркой лишнюю длину. Помните: важно сохранять не только острие, а и боковые стороны! Так что, при работе с болгаркой стоит быть несколько осторожным и учитывать габариты изделия.
Изготовление изделия
Этап 1. Подготовка к заточке.
Для этого процесса нам понадобиться вот такой каменный диск, как на фото. Кому жаль пускать на это дело новые – можно достать уже, так сказать б/у. Ведь, в процессе придется слегка изменить радиус колеса, чтобы при работе на стойке в итоге изделие получилось нужной формы. Для этого стоит использовать «шарожки», которые помогут быстро привести каменное колесо в нужную форму
Этап 2. Изготовление ножей.
С помощью все той же стойки вырезаем по шаблону необходимую нам форму. После того, как колесо стало нужной формы (предыдущий этап), делать это стало гораздо легче. Итого: изделие стало необходимой нам формы. Что же дальше? Далее мы точим его до такой степени, чтобы метал стал немного загибаться внутрь – именно это должно служить сигналом, что необходимо прекратить процесс.
Этап 3. Формирование готового изделия.
Итак, завершающий этап – формирование. Ножи, которые получились у нас в ходе предыдущих этапах, требуется вставить в пустые выемки на фрезе. На данном этапе становится понятно, к чему было соблюдать пропорции сторон на предыдущих стадиях. Аккуратно вставляем ножи до упора во фрезу и вуа-ля! – изделие полностью готово к эксплуатации, а затраченные средства минимальны.
Если четко выполнять инструкции, то процесс изготовления ножей для фрез займет у мастера не более, чем 15 минут. К тому же, учитывая минимальность затрат, можно больше не волноваться о «затуплении» или же о том, что ножи, прилагающиеся в комплекте к фрезе, могут не подойти изделию и служить короче, чем положено.
Период же эксплуатации этих самодельных ножей может разниться, но по статистике значительно превышает приложенные к изделию аксессуарные ножи, которым требуется постоянная заточка и внимание в процессе работы.
Соблюдайте границы изделия по шаблону, четко следуйте вышеизложенным инструкциям и вот – не более чем через полчаса вы получаете в свое распоряжение качественно изготовленное изделия за минимальную сумму.
Видео: деревообрабатывающие фрезы своими руками.